
Hot Expanded Seamless Pipe Bezešvé trubky z nerezové oceli Pipng




Popis
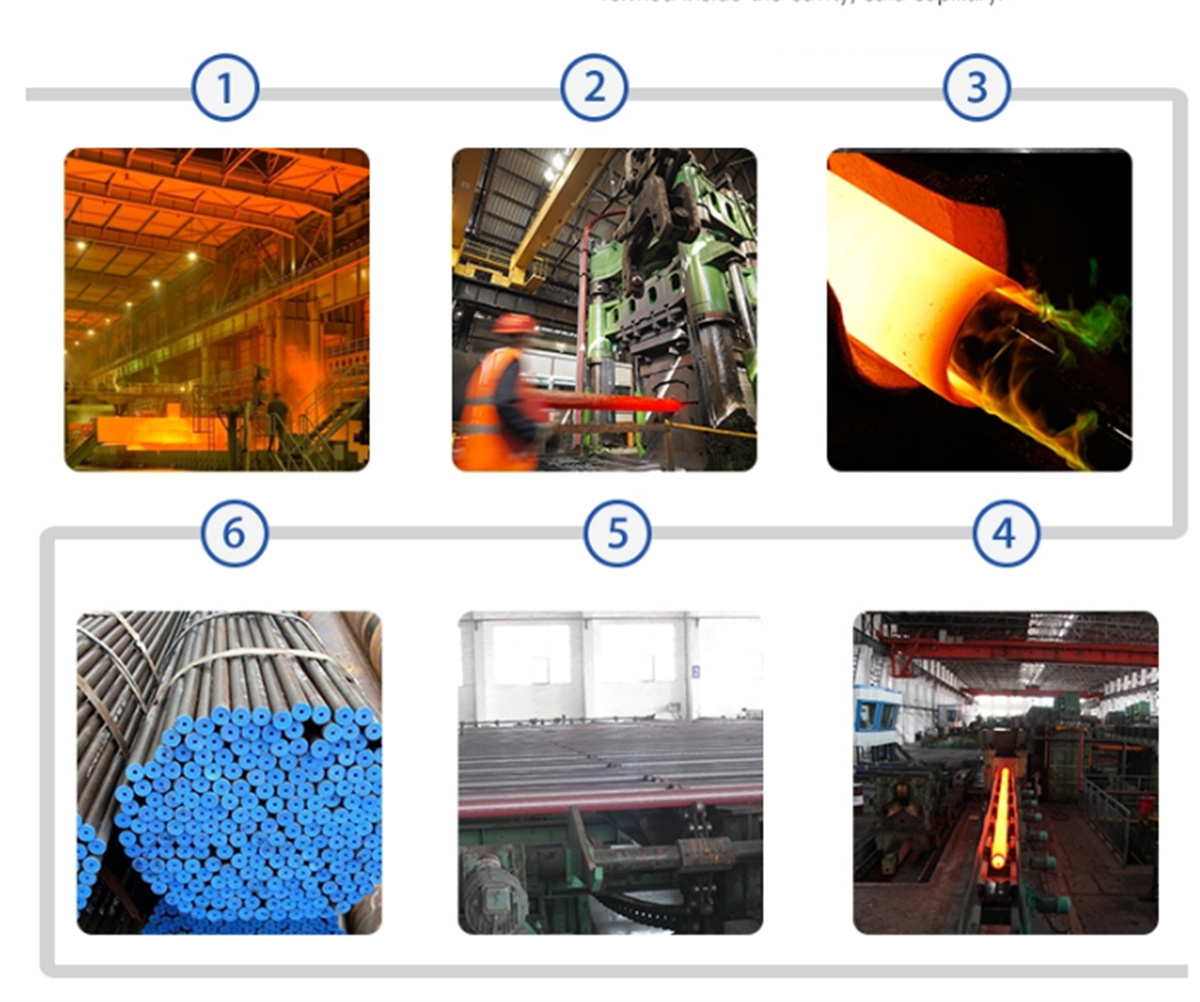
Ocelová trubka expandující za tepla je bezešvá trubka expandovaná za tepla, která má relativně nízkou hustotu, ale smršťování silné ocelové trubky (bezešvé trubky) může být označováno jako tepelná roztažnost.Proces šikmého válcování nebo metoda tažení k rozšíření průměru trubky.Zahuštění ocelových trubek v krátkém časovém období může produkovat nestandardní a speciální typy bezešvých trubek s nízkými náklady a vysokou efektivitou výroby, což je současný mezinárodní vývoj v oblasti válcování trubek.
Hot expandovat potrubí je rozšířením průměru potrubí dokončit procesy - proces tepelné expanze výroby ocelových trubek.Horké expanzní trubky jsou běžně označovány jako horké expandované bezešvé ocelové trubky.
Produkční proces
Specifikace
Technické parametry bezešvých ocelových trubek expandujících za tepla:
| Nominální velikost | Mimo | Nominální tloušťka stěny (mm) | |||||||||||||
| DN | NPS | OD (MM) | SCH | SCH | SCH | STD | SCH | SCH | XS | SCH | SCH | SCH | SCH | SCH | XXS |
| 200 250 300 | 8 10 12 | 219,1 273,1 323,9 | 3,76 4,19 4,57 | 6,35 6,35 6,35 | 7,04 7,80 8,38 | 8,18 9,27 9,53 | 8,18 9,27 10,31 | 10,31 12,70 14,27 | 12,70 12,70 12,70 | 12,70 15,09 17,48 | 15,09 18,26 21,44 | 18,26 21,44 25,40 | 20,62 25,40 28,58 | 23,01 28,58 33,32 | 22,23 25,40 25,40 |
| 350 400 450 | 14 16 18 | 355,6 406,4 457,2 | 6,35 6,35 6,35 | 7,92 7,92 7,92 | 9,53 9,53 11,13 | 9,53 9,53 9,53 | 11,13 12,70 14,27 | 15,09 16,66 19,05 | 12,70 12,70 12,70 | 19,05 21,44 23,83 | 23,83 26,19 29,36 | 27,79 30,96 34,93 | 31,75 36,53 39,67 | 35,71 40,49 45,24 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6,35 6,35 6,35 | 9,53 9,53 9,53 | 12,70 12,70 14,27 | 9,53 9,53 9,53 | 15:09 — 17:48 | 20,62 22,23 24,61 | 12,70 | 26,19 28,58 30,96 | 32,54 34,93 38,89 | 38,10 41,28 46,02 | 44,45 47,63 52,37 | 50,01 53,98 59,54 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6,35 6,35 6,35 | 9,53 9,53 9,53 | 12,70 12,70 14,27 | 9,53 9,53 9,53 | 15:09 — 17:48 | 20,62 22,23 24,61 | 12,70 12,70 12,70 | 26,19 28,58 30,96 | 32,54 34,93 38,89 | 38,10 41,28 46,02 | 44,45 47,63 52,37 | 50,01 53,98 59,54 | — — |
| 660 700 750 | 26 28 30 | 660 711 762 | 7,92 7,92 7,92 | 12,70 12,70 12,70 | — 15,88 15,88 | 9,53 9,53 9,53 | — — | — — | 12,70 12,70 12,70 | — — | — — | — — | — — | — — | — — |
| 800 850 900 | 32 34 36 | 813 864 914 | 7,92 7,92 7,92 | 12,70 12,70 12,70 | 15,88 15,88 15,88 | 9,53 9,53 9,53 | 17,48 17,48 19,05 | — — | 12,70 12,70 12,70 | — — | — — | — — | — — | — — | — —
|
Standard
| Vnější průměr (mm) / | SCH | SCH | SCH | STD | SCH | SCH | XS | SCH | SCH | SCH | SCH | SCH |
| 457 | 6.35 | 7,92 | 11.13 | 9,53 | 14.27 | 19.05 | 12,70 | 23,88 | 29,36 | 34,93 | 39,67 | 45,24 |
| 508 | 6.35 | 9,53 | 12,70 | 9,53 | 15.09 | 20,62 | 12,70 | 26.19 | 32,54 | 38.10 | 44,45 | 50.01 |
| 559 | 6.35 | 9,53 | 12,70 | 9,53 | 22.23 | 12,70 | 28,58 | 34,93 | 41,28 | 47,63 | 53,98 | |
| 610 | 6.35 | 9,53 | 14.27 | 9,53 | 17,48 | 24,61 | 12,70 | 30,96 | 38,39 | 46.02 | 52,37 | 59,54 |
| 660 | 7,92 | 12,70 | 9,53 | 12,70 | ||||||||
| 711 | 7,92 | 12,70 | 15,88 | 9,53 | 12,70 | |||||||
| 762 | 7,92 | 12,70 | 15,88 | 9,53 | 12,70 | |||||||
| Poznámka: Výše uvedený standard a specifikace jsou pouze pro informaci, můžeme také vyrobit přizpůsobený produkt podle požadavku zákazníka. | ||||||||||||
Malování a lakování
Povrchová úprava ocelové trubky:
Pro zvýšení životnosti ropovodu se obvykle provádí povrchová úprava, aby se usnadnilo pevné spojení ocelové trubky a antikorozního nátěru. Běžné metody zpracování jsou: čištění, nástrojové odrezování, moření, tryskání odrezování čtyř kategorií.
1 čištění Tuk, prach, mazivo, organická hmota ulpělá na povrchu ocelové trubky, obvykle za použití rozpouštědla, emulze k čištění povrchu. Rez, oxidovou kůži a svařovací strusku na povrchu ocelové trubky však nelze odstranit, takže jiné jsou potřebné metody ošetření.Odstranění rzi nástrojů Povrchový oxid ocelových trubek, rez, svařovací struska, lze použít ocelový drátěný kartáč k čištění a leštění povrchové úpravy.Odstranění rzi nástrojů lze rozdělit na ruční a výkonové, ruční odrezování nástrojů může dosáhnout Sa
2 úrovně, může odrezování elektrického nářadí dosáhnout úrovně Sa3. Pokud je povrch ocelové trubky připevněn zvláště silnou oxidovou kůží, může být nemožné odstranit rez pomocí nástrojů, takže musíme najít jiné způsoby.
3 moření Mezi běžné způsoby moření patří chemie a elektrolýza. K ochraně potrubí proti korozi se však používá pouze chemické moření. Chemickým mořením lze dosáhnout určitého stupně čistoty a drsnosti na povrchu ocelové trubky, což je vhodné pro následné kotevní vedení. výstřel (písek) po přepracování.
4 brokové tryskání pro odstranění rziPohon vysokorychlostních rotujících nožů, ocelové drti, ocelové broky, segmenty, minerály a další abrazivní dráty působením odstředivé síly na povrch ocelové trubky postřikem a výstřikem hmoty, důkladně odstraňte rez, oxidy a nečistoty na jedné straně, na druhé straně ocelové trubky působením abrazivního prudkého nárazu a třecí síly, aby se dosáhlo požadované rovnoměrné drsnosti. Ze čtyř metod úpravy je tryskání a odrezování ideální metodou úpravy pro odrezování trubek.Obecně se tryskání a odstraňování rzi používá hlavně pro vnitřní povrchovou úpravu ocelových trubek a tryskání a odstraňování rzi se používá hlavně pro vnější povrchovou úpravu ocelových trubek.
Přeprava

FAQ
1. Jaké jsou vaše platební podmínky?
A: (1) T/T: 30% záloha předem, zůstatek 70% zaplacený před odesláním
(2) 30% záloha, zůstatek 70% zaplacený proti akreditivu na viděnou.
2. Jaká je vaše dodací lhůta?
A: 15-20 pracovních dnů po obdržení zálohy nebo originálního L/C.
3. Jak dlouho vaše společnost působí?
A: Jsme výrobcem stavebních materiálů již 20 let v ocelářském průmyslu.
4. Můžeme navštívit vaši továrnu a zkontrolovat výrobní proces a kvalitu?
Odpověď: Ano, samozřejmě, vítám vás kdykoli.
5: Máte certifikát mlýna a zprávu o analýze materiálových komponent?
Odpověď: Ano, máme oddělení profesionální analýzy kvality.
Ke každé šarži zboží dodáváme zprávu o kvalitě.
Související produkty
-

6palcový dobře plášť ocelová trubka ocelová trubka kotle...
Přehled Použití: Potrubí kapaliny, Potrubí kotle, Hydraulické potrubí, Plynové potrubí, OLEJOVÉ POTRUBÍ, Slitina konstrukčních trubek Nebo ne: Nelegované tvary průřezu: Kulatá speciální trubka: Potrubí API, Silnostěnná trubka Vnější průměr: 13,7 - 610 mm Tloušťka: 2 - 16 mm Standard:ASTM Délka:12M, 6m, 6,4M Certifikát:CE, ISO9001 Technika: Třída ERW:Q195,Q235 Povrchová úprava:Válcované za tepla Olejované nebo neolejované:Neolejované Název produktu:ASTM A53 Gr.B Černá ERW Plán 40 kulaté ocelové trubky Materiál: Q195/Q23...
-

Silnostěnná třída 106grb ASTM A53 /A106 GR.B S...
Popis Název produktu Carbon Seamless Steel Tube and Pipe pro transport kapalin Standard API A106 GR.B A53 Gr.B bezešvé ocelové trubky / ASTM A106 Gr.B A53 Gr.B ocelová trubkaAP175-79, DIN2I5L, ASTM A106 Gr.B, ASTM A53 Gr.B,ASTM A179/A192/A213/A210/370 WP91, WP11,WP22, DIN17440, DIN2448,JISG3452-54 Materiál API5L,Gr.A&B, X42, X46, X52, X56, X60 ASTM A53Gr.A&B,ASTM A106 Gr.A&B, ASTM A135, ASTM A252, ASTM A500,...
-

SLITINÁ BEZPEČNÁ TRUBKA VYSOKOTLAKÁ TRUBKA Z SLITINY ST...
Popis Vnější průměr:6-720MM Hmot.:0,5-120MM Délka:3-16M Použití: Ropa, Chemické inženýrství, Elektřina, Standard kotle: ASTM A335/A335M, ASTM A213/213M, DIN17175-79, JIS3467-88, GB5310 Material :P5,T5,P11,P12,STFA22,P22,T91,T9,WB36 Slitinová trubka je druh bezešvé ocelové trubky, její výkon je mnohem vyšší než u běžné bezešvé ocelové trubky, protože tento typ ocelové trubky obsahuje více Cr , jeho vysoká teplotní odolnost, nízká teplotní odolnost...
-

Bezešvá ocelová trubková trubka Dutá ocelová čtvercová trubka
Klíčové atributy Bezešvá ocelová trubková trubka Dutá ocelová čtvercová trubka Použití: Bezešvá ocelová trubka je široce používána pro přenos ropy, zemního plynu, vrtání, čerpání a dalších polí. Můžeme vyrobit všechny druhy specifikací podle požadavků zákazníka na podrobnosti.Vysoce kvalitní přesná bezešvá trubka, použití pokročilé výrobní technologie, přísná kontrola kvality, přísná kontrola technických parametrů, aby byl výrobek dokonalý s...
-

STRUKTURÁLNÍ POTRUBÍ STRUKTURÁLNÍ BEZEŠVÉ POTRUBÍ SEAMLE...
Popis Konstrukční ocelová trubka má za tepla válcovanou bezešvou ocelovou trubku a svařovanou ocelovou trubku. Bezešvá ocelová trubka pro konstrukci je rozdělena do dvou typů podle ustanovení "bezešvá ocelová trubka pro konstrukci" (GB/t8162-2008): válcování za tepla (extruze, expanze) a tažení za studena (válcování). Vnější průměr ocelové trubky válcované za tepla je 32-630 mm a tloušťka stěny je 2,5-75 mm.Vnější průměr ocelové trubky tažené za studena je 5-200 mm a t...
-

API 5L GI GB ASTM A106 SMLS BEZVADNÝ HORKÝ válcovaný...
Přehled produktu Použití: Potrubí kapaliny, Potrubí kotle, Vrtací potrubí, Hydraulické potrubí, Plynové potrubí, OLEJOVÉ POTRUBÍ, Potrubí pro chemické hnojivo, Slitina konstrukčních trubek Nebo ne: Je tvar části slitiny: Kulatá speciální trubka: Potrubí API, Potrubí EMT, Trubka s tlustou stěnou Vnější průměr: 20 - 500 mm Tloušťka: Customzied Standard: GB Délka: 12 M, 6 m Certifikát: API, ce, tisi, ISO9001 Technika: Třída ERW: Uhlíková ocel Povrchová úprava: pozinkovaná Tolerance: ± 1 % Zpracování: Svařování, děrování, Cu...